Taustatiedot
Lasikuitu viittaa ryhmän tuotteet on valmistettu yksittäiset lasikuidut yhdistää erilaisia muotoja. Lasi kuidut voidaan jakaa kahteen pääryhmään sen mukaan, mikä niiden geometria: jatkuvia kuituja käytetään lankojen ja tekstiilien, ja epäjatkuva (lyhyt) kuituja käytetään batts, huopia, tai levyt eristys ja suodatus., Lasikuitu voidaan muodostaa langaksi paljon kuten villa tai puuvilla, ja kudottu kankaaksi, jota käytetään joskus draperies. Lasikuitutekstiilejä käytetään yleisesti valettujen ja laminoitujen muovien lujitemateriaalina. Lasikuituvilla, paksu, pörröinen materiaali epäjatkuvista kuiduista, käytetään lämmöneristykseen ja äänen absorptioon. Se on yleisesti todettu laiva ja sukellusvene laipioiden ja runkojen valmistus; autojen moottoritilat ja korin vaipat; vuonna uunien ja ilmastointilaitteet; akustiset seinä ja katto paneelit, ja arkkitehtoninen osioita., Lasikuitu voi olla räätälöity erityisiä sovelluksia, kuten E-Tyypin (sähkö), käytetään sähkö-eristys nauha, tekstiilit ja vahvistaminen; Tyyppi C (kemiallinen), joka on ylivoimainen happo vastus, ja Tyyppi T, lämmöneristykseen.
Vaikka kaupallinen käyttö lasikuitu on suhteellisen uusi, käsityöläisten luotu lasi säikeet koristamaan maljat ja maljakot Renessanssin aikana. Ranskalainen fyysikko René-Antoine Ferchault de Reaumur, valmistettu tekstiili-koristeltu hieno lasi säikeet vuonna 1713, ja British keksijät monistaa feat vuonna 1822., Brittiläinen silkki weaver teki lasi kangas vuonna 1842, ja toinen keksijä, Edward Libbey, esillä mekko kudottu lasi 1893 Columbian Exposition Chicagossa.
lasivillaa, pörröinen massa epäjatkuva kuitua satunnaisia pituuksia, oli ensimmäinen tuotettu Euroopassa at the turn of the century, käyttäen menetelmää, jonka mukana piirustus kuitujen tangot, vaakatasossa pyörivä rumpu. Useita vuosikymmeniä myöhemmin kehitettiin ja patentoitiin kehruuprosessi. Lasikuitua eristävä materiaali valmistettiin Saksassa ensimmäisen maailmansodan aikana., Tutkimukseen ja kehitykseen suunnattu teollisuuden tuotanto lasikuituja edennyt yhdysvalloissa 1930-luvulla, johdolla kaksi suurta yritystä, Owens-Illinois Glass Company ja Corning Glass Works. Nämä yritykset kehittivät hienon, taipuisan, edullisen lasikuidun piirtämällä sulan lasin erittäin hienoista aukoista. Vuonna 1938, nämä kaksi yritystä yhdistyivät Owens-Corning Fiberglas Corp. Nyt yksinkertaisesti nimellä Owens-Corning, se on tullut $3 miljardia vuodessa yritys, ja on johtava lasikuitu markkinoilla.,
Raaka
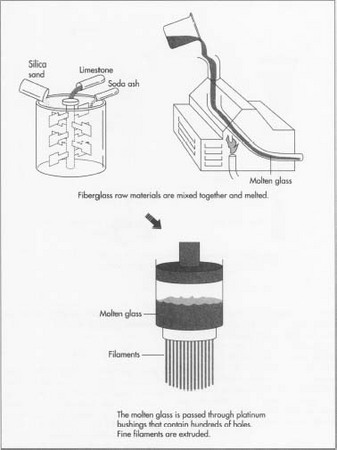
perus raaka-aineet lasikuitu tuotteet ovat erilaisia luonnon mineraaleja ja valmistettu kemikaaleja. Tärkeimmät ainesosat ovat piidioksidi hiekka, kalkkikivi ja sooda. Muita ainesosia voivat olla muun muassa kalsinoitu alumiinioksidi, booraksi, maasälpä, nefeliinisyeniitti, magnesiitti ja kaoliinisavi. Kvartsihiekkaa käytetään lasi entinen, ja sooda ja kalkkikivi auttaa ensisijaisesti alemman sulamislämpötilan. Muita ainesosia käytetään parantamaan tiettyjä ominaisuuksia, kuten booraksia kemialliseen resistenssiin., Raaka-aineena käytetään myös jätelasia, jota kutsutaan myös culletiksi. Raaka-aineet on punnittava tarkasti ja sekoitettava huolellisesti yhteen (ns.batching) ennen kuin ne sulatetaan lasiksi.
valmistusprosessin
Sulaminen
- 1 Kun erä on valmis, se syötetään uuniin sulaa. Uunin voi lämmittää sähköllä, fossiilisella polttoaineella tai näiden yhdistelmällä. Lämpötilaa on tarkasti säädeltävä, jotta lasi pysyy tasaisena ja tasaisena virtauksena., Sula lasi on pidettävä korkeammassa lämpötilassa (noin 2500°F ) kuin muut lasityypit, jotta se voidaan muodostaa kuiduksi. Kun lasi tulee sulaa, se on siirretty muodostaen laitteiden kautta kanava (forehearth) sijaitsee lopussa uunin.
Muodostavat kuidut
- 2 Useita eri prosesseja, joita käytetään muodostamaan kuituja, riippuen kuitua., Tekstiilikuidut voidaan muodostaa sulan lasin suoraan uunista tai sulaa lasia voidaan syöttää ensin kone
, joka muodostaa lasi marmorit noin 0.62 tuuman (1,6 cm) halkaisijaltaan. Näiden marmorikuulien avulla lasi voidaan tarkastaa silmämääräisesti epäpuhtauksien varalta. Sekä suora sulaa ja marmori sulaa prosessi, lasi tai lasi marmorit syötetään kautta sähkölämmitteinen holkit (kutsutaan myös kehruusuulakkeiden). Holkki on valmistettu platinasta tai metalliseoksesta, missä tahansa 200-3 000 erittäin hienoa aukkoa., Sula lasi kulkee aukkojen läpi ja tulee ulos hienoina rihmoina.
Jatkuva hehkulangan prosessi
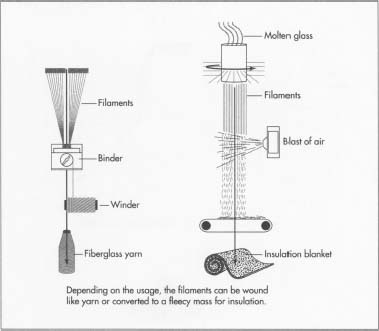
- 3 pitkä, jatkuva kuitu voidaan valmistaa läpi jatkuva prosessi, hehkulangan. Kun lasi virtaa holkin reikien läpi, useita säikeitä juuttuu nopealle voittajalle. Talvehtija pyörii noin 3 kilometriä minuutissa, paljon nopeammin kuin puskista tuleva virtausnopeus. Jännitys vetää filamentit ulos vielä sulana muodostaen säikeitä murto-osan holkin aukkojen läpimitasta., Käytetään kemiallista sideainetta, joka auttaa pitämään kuidun katkeamisen myöhemmän käsittelyn aikana. Tämän jälkeen hehkulanka kieputetaan putkiin. Se voidaan nyt kierrättää ja nyppiä langaksi.
Katkottua kuitua prosessi
- 4 vaihtoehtoinen menetelmä on staplefiber prosessi. Kuin sulaa lasia virtaa holkit, jets ilma jäähdyttää nopeasti säikeet. Myrskyisät ilmanpuuskat rikkovat myös rihmastot 8-15 tuuman (20-38 cm) pituisiksi. Nämä säikeet putoavat läpi spray voiteluaine päälle pyörivä rumpu, jossa ne muodostavat ohut web., Verkko vedetään rummusta ja vedetään jatkuvaan nauhaan löyhästi koottuja kuituja. Tämä nauha voidaan jalostaa langaksi samoilla menetelmillä, joita käytetään villassa ja puuvillassa.
Hienonnettu kuitua
- 5 sen Sijaan, että muodostetaan lankaa, jatkuva tai pitkään katkottua strand voi olla pilkotaan lyhyet pituudet. Strand on asennettu joukko bobbins, kutsutaan creel, ja vedetään läpi koneen, joka pilkkoo sen lyhyiksi paloiksi. Pilkottu kuitu muodostuu matoiksi, joihin lisätään sideaine. Kovettumisen jälkeen uunissa, matto rullataan., Eri painot ja paksuudet antavat tuotteita vyöruusu, sisäänrakennettu katto, tai koriste matot.
lasivillaa
- 6 rotary tai kiekkoa prosessi käytetään tekemään lasivillaa. Tässä prosessissa sulatettu lasi uunista virtaa sylinterimäiseen säiliöön, jossa on pieniä reikiä. Kun säiliö pyörii nopeasti, rei ’ istä virtaa vaakasuoria lasivirtoja. Sulat lasivirrat muuttuvat kuiduiksi alaspäin puhaltamalla ilmaa, kuumaa kaasua tai molempia. Kuidut putoavat liukuhihnalta, jossa ne lomittuvat keskenään pehmeä massa., Tätä voidaan käyttää eristeenä tai villaa voidaan ruiskuttaa sideaineella, pakata haluttuun paksuuteen ja kovettaa uunissa. Lämpö asettaa sideaineen, ja tuloksena oleva tuote voi olla jäykkä tai puolijäykkä lauta tai joustava lepakko.
suojapinnoitteet
- 7 sideaineiden lisäksi lasikuitutuotteissa tarvitaan muita pinnoitteita. Voiteluaineita käytetään vähentämään kuidun hankausta ja ne joko ruiskutetaan suoraan kuituun tai lisätään sideaineeseen., Lasikuitueristysmattojen pinnalle suihkutetaan joskus myös antistaattinen koostumus jäähdytysvaiheen aikana. Maton läpi vedetty jäähdytysilma saa antistaattisen aineen tunkeutumaan koko maton paksuuteen. Anti-staattinen agentti koostuu kaksi ainesosia—materiaali, joka minimoi staattisen sähkön, ja materiaali, joka toimii korroosiota estäjä ja stabilointiaine.
Mitoitus on jokin pinnoite tekstiili-kuidut muodostavat toiminta, ja voi sisältää yhden tai useampia osia (voiteluaineet, sideaineita, tai kytkimen aineet)., Kytkimen aineet käytetään säikeitä, joita käytetään vahvistamaan muovit, vahvistaa side vahvistettu materiaali.
joskus näiden pinnoitteiden poistamiseen tai toisen pinnoitteen lisäämiseen tarvitaan viimeistelytoimenpide. Muovi-vahvistuksia, sizings voidaan poistaa lämpöä tai kemikaaleja ja kytkimen agentti soveltaa. Koristekäyttöön kankaat on lämpökäsiteltävä suureiden poistamiseksi ja kudonnan asettamiseksi. Väriaine pohja pinnoitteet levitetään ennen kuolemaa tai tulostus.,
Muodostaen muotoon
- 8 Lasikuitu tuotteet tulevat monenlaisia muotoja, valmistettu käyttäen useita prosesseja. Esimerkiksi Lasikuitu putki eristys on haavan sauvamaisia muotoja kutsutaan karat suoraan muodostavien yksiköiden, ennen kovettumista. Muotin muodot, pituudet 3 jalkaa (91 cm) tai vähemmän, sitten kovetetaan uunissa. Kovetetut pituudet poistetaan muotoista pituussuunnassa ja sahataan määrättyihin mittoihin. Tarvittaessa käytetään pintoja ja tuote pakataan lähetystä varten.,
laadunvalvonta
tuotannon Aikana lasikuitu eristys, materiaali on maistella useita paikkoja prosessissa, jotta laatu säilyisi. Näitä paikkoja ovat: sekoitettu erä syötetään sähkö sulattajan; sula lasi holkki, joka ruokkii fiberizer; lasikuitu tulossa ulos fiberizer kone; ja lopullinen kovettunut tuote nousemassa loppuun tuotantolinja. Lasi – ja kuitunäytteet analysoidaan kemiallisen koostumuksen ja puutteiden havaitsemiseksi kehittyneiden kemiallisten analysaattoreiden ja mikroskooppien avulla., Erämateriaalin hiukkaskokojakauma saadaan syöttämällä materiaali useiden erikokoisten seulojen läpi. Lopputuotteen paksuus mitataan pakkauksen jälkeen eritelmien mukaisesti. Paksuuden muutos osoittaa, että lasin laatu on standardin alapuolella.
Lasikuitu eristys valmistajat myös käyttää erilaisia standardoituja testausmenetelmiä mitata, säätää ja optimoida tuotteen akustinen vastus, äänenvaimennus ja äänen este suorituskykyä., Akustisia ominaisuuksia voidaan säädellä säätämällä sellaisia tuotantomuuttujia kuin kuidun halkaisija, irtotiheys, paksuus ja sideainepitoisuus. Samanlaista lähestymistapaa käytetään lämpöominaisuuksien säätelyyn.
tulevaisuus
lasikuituteollisuudella on edessään suuria haasteita 1990-luvun lopun ja sen jälkeenkin. Tuottajien määrä lasikuitu eristys on lisääntynyt Amerikan tytäryhtiöiden ulkomaisten yritysten ja tuottavuuden YHDYSVALTAIN valmistajat. Tämä on johtanut ylikapasiteettiin, jota nykyiset ja kenties tulevat markkinat eivät pysty mukautumaan.,
ylikapasiteetin lisäksi kilpailevat muut eristemateriaalit. Kivivillaa on alettu käyttää laajalti viimeaikaisten prosessi-ja tuoteparannusten vuoksi. Vaahto eristys on toinen vaihtoehto lasikuitu asuin seinät ja kaupallinen katot. Toinen kilpaileva materiaali on selluloosa, jota käytetään ullakko eristys.
Koska alhainen kysyntä eristys, koska pehmeä asuntojen markkinoilla kuluttajat vaativat alhaisempia hintoja. Kysyntä on myös seurausta vähittäiskauppiaiden ja urakoitsijoiden yhdistymisen jatkumisesta., Vastauksena, lasikuitu eristys teollisuuden on edelleen leikata kustannuksia, kaksi keskeistä osa-aluetta: energia-ja ympäristö. On käytettävä tehokkaampia uuneja, jotka eivät perustu vain yhteen energialähteeseen.
kun kaatopaikat saavuttavat maksimikapasiteetin, lasikuituvalmistajien on saavutettava kiinteiden jätteiden lähes nolla tuotos ilman lisäkustannuksia. Tämä edellyttää, että parannetaan valmistusprosessit jätteiden vähentämiseksi (neste-ja kaasu-jäte), ja kierrättää jätteet aina kun mahdollista.,
tällainen jäte voi vaatia uudelleenkäsittelyä ja uudelleenkäsittelyä ennen uudelleenkäyttöä raaka-aineena. Useat valmistajat käsittelevät jo näitä kysymyksiä.
— Laurel M. Sheppard
Vastaa